
自動工具研削盤GriStarシリーズで「エンドミル」を再研磨する1(2枚刃エンドミル)
公開日:2020/12/23 更新日:2021/01/09

「GriStarシリーズでエンドミルを再研磨する」1回目は、2枚刃エンドミルの底刃再研磨についてご説明します。
底刃形状について
エンドミル2枚刃の底刃は、工具材質や使用用途によってタイプが異なりますが、基本的には逃げ面とギャッシュの位置や深さの組み合わせです。
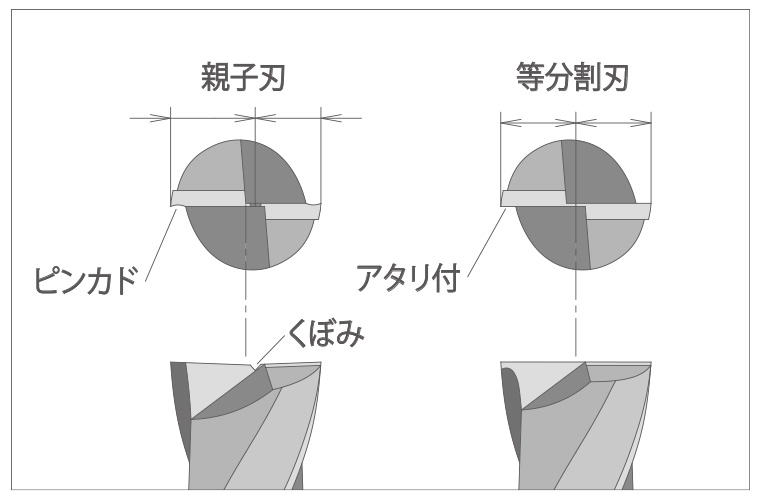
親子刃 … 5:3(親刃:子刃)と2枚の刃の長さが不等です。中央部にも切れ刃が形成され、切りくず排出のポケットもできるので、アキシャル方向(Z方向)の加工もしやすくなります。しかし切り刃にかかる負荷が左右アンバランスなのでビビリが出やすいので、精密加工の際には注意が必要です。
等分割刃 … 左右の刃が均等な長さです。中央部に切り刃が無く、中心付近の切りくずの排出が悪いのアキシャル方向の加工は不向きです。しかし左右刃の負荷は均等なのでビビリが出にくいという利点があります。小径エンドミルに多いです。
ピンカド … 外周付近ですくい溝を生かして鋭角な切れ刃を形成しています。靭性のあるHSSエンドミルでよく採用されています。
アタリ付 … 外周側のすくい溝による切れ刃までギャッシュを当てて切れ刃を鈍角にします。靭性のない超硬エンドミルでよく採用されています。
くぼみ … 親刃と子刃の交点に切り欠きを入れます。超硬工具の場合はギャッシュの幅をマイナスにして「くぼみ」を成形することもあります。切りくずの排出性向上や親刃と子刃の高さの差解消として入れられます。
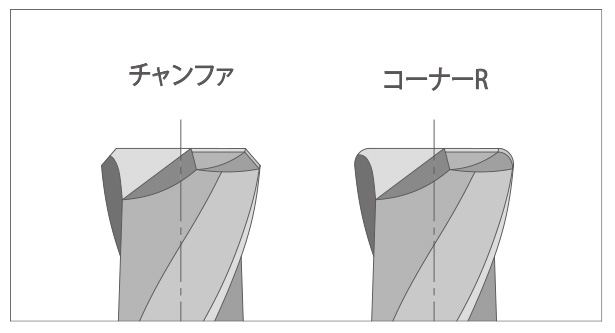
チャンファー ・コーナーR… 切れ刃外側にC面またはR面逃げ刃を付けます。チッピング(欠け)防止やC面加工に使用されます。
実際に設定してみる
編集画面上部にある、「底刃」タブをクリックして底刃形状を選択してください。選択し終わったら逃げ角やギャッシュのパラメータを設定します。
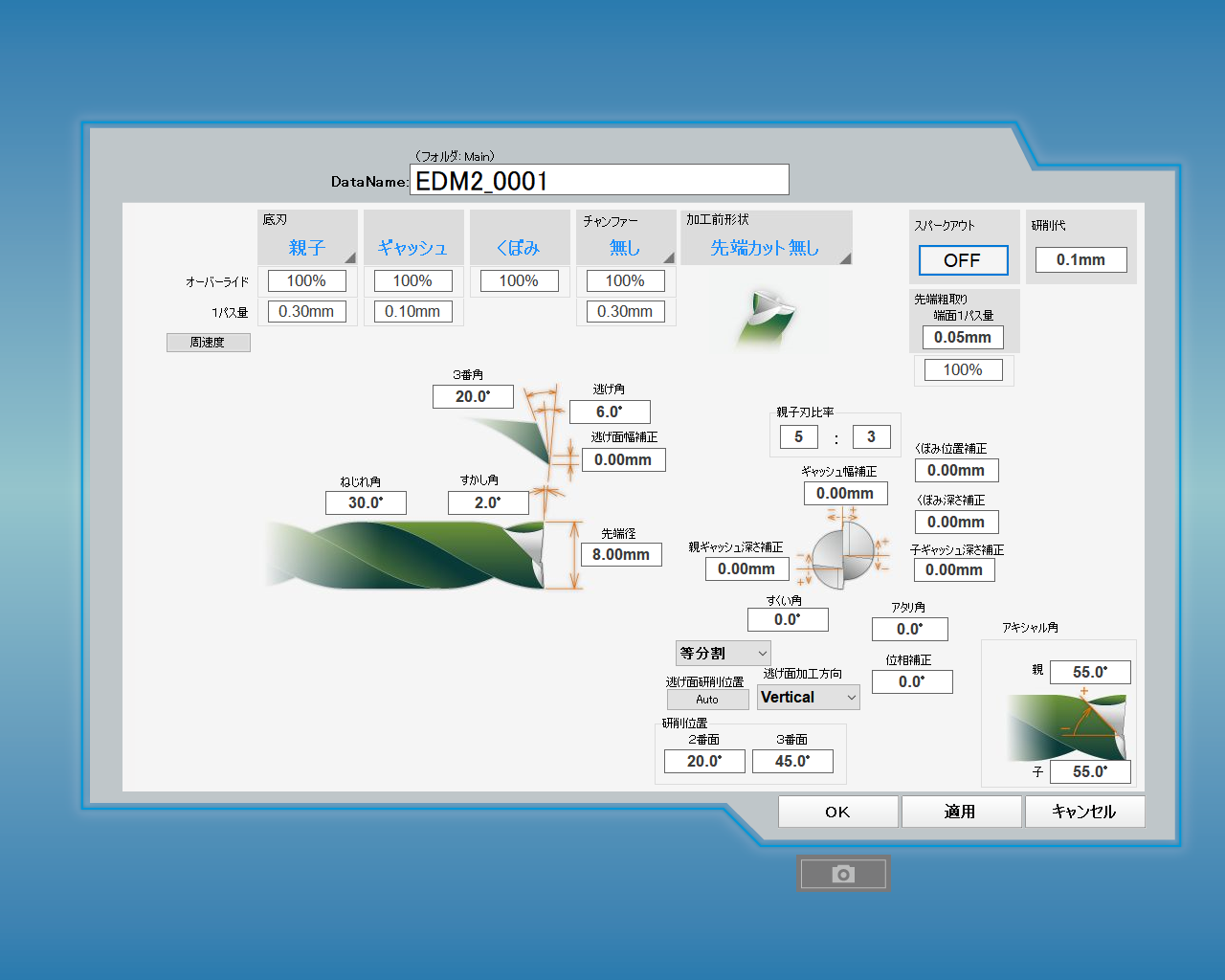
以下に代表的な形状の図とそのパラメータ(参考値)を掲載します。
親子刃・ピンカド・くぼみ(HSS)
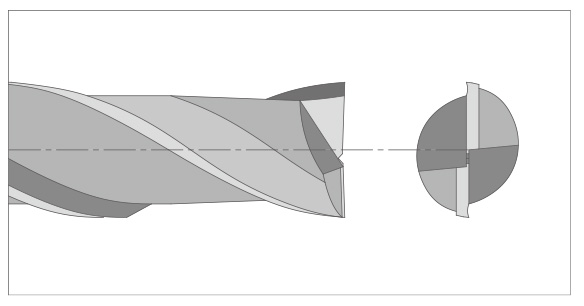
ギャッシュ幅を少し残します。くぼみ工程をONに(研磨実施)してください。
| パラメータ名 | パラメータ値 |
|---|---|
| 底刃(タグ選択) | 親子刃 |
| くぼみ | 研磨実施 |
| すかし角 | 2° |
| すくい角 | 2° |
| ギャッシュ幅補正 | 少しマイナスにして幅を残す |
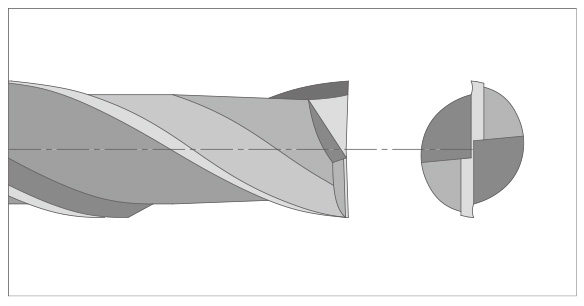
親子刃・アタリ付・くぼみ(超硬)

ギャッシュ幅をゼロにしてくぼみを作ります。くぼみ工程はOFF(研磨しない)です。刃先のアタリを調整するときはまずギャッシュ幅で調整してからアタリ角で調整してください。
| パラメータ名 | パラメータ値 |
|---|---|
| 底刃(タグ選択) | 親子刃 |
| くぼみ | 研磨しない |
| すかし角 | 0° |
| すくい角 | 2° |
| ギャッシュ幅補正 | ギャッシュ幅がゼロになるよう プラス方向に調整 |
等分割刃・ピンカド(HSS)
ギャッシュ幅を少し残します。
| パラメータ名 | パラメータ値 |
|---|---|
| 底刃(タグ選択) | 等分割 |
| くぼみ | 研磨しない |
| すかし角 | 2° |
| すくい角 | 0~2° |
| ギャッシュ幅補正 | 少しギャッシュが残るように調整 |
等分割刃・アタリ付(超硬)

ギャッシュ幅を少し残します。刃先のアタリはアタリ角と位相角補正で調整します。
| パラメータ名 | パラメータ値 |
|---|---|
| 底刃(タグ選択) | 等分割 |
| くぼみ | 研磨しない |
| すかし角 | 0° |
| すくい角 | 2° |
| ギャッシュ幅補正 | 少しギャッシュ幅が残るように調整 |
| ギャッシュ深さ補正 | あまり深くならないように調整 (深いと中心部が折れやすい) |
以上でエンドミル2枚刃の再研磨についての説明は終了です。次回は、エンドミル3枚刃~6枚刃の再研磨について解説します