
ドリルの基礎知識(6)「溝・すくい」について
公開日:2021/05/24 更新日:2021/05/24
今回はドリルを構成する要素の中でも重要でありながら、あまり説明されることのない「溝・すくい」について解りやすく解説していきたいと思います。
ドリルの溝の役割

一般的なツイストドリルにおいては通常2本の溝がらせん状についています。この溝は先端切れ刃のすくい面を構成し、穿孔によってできる「切りくず」を素材外に排出する役割をもっています。
溝はどうやって作られるのか?
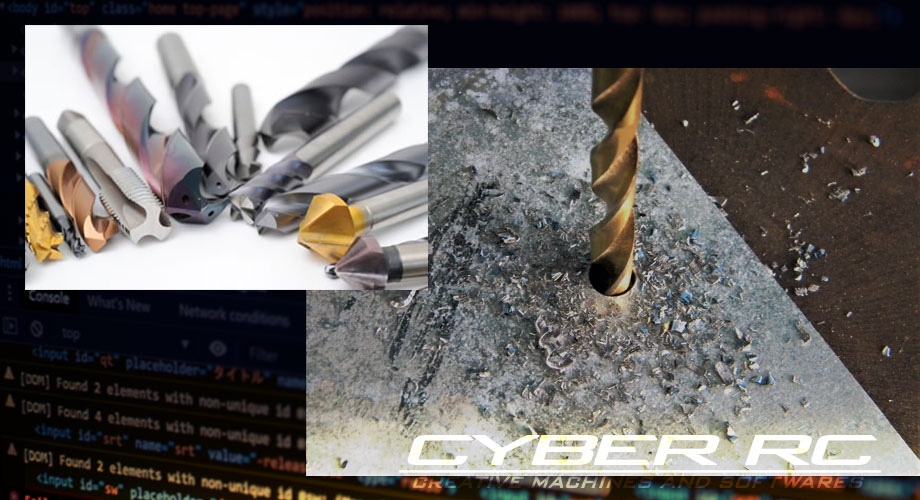
ドリルの溝は、特別に設計された砥石などを軸方向からねじれ角(+α°)傾けてブランク材を回転させながら軸方向に移動させて研削してつくられます。
砥石の形や研削時の角度によって溝形状は大きく変わりますので、各メーカーさんは独自のノウハウで様々な形状の溝研削をしています。
芯厚・ウェブについて
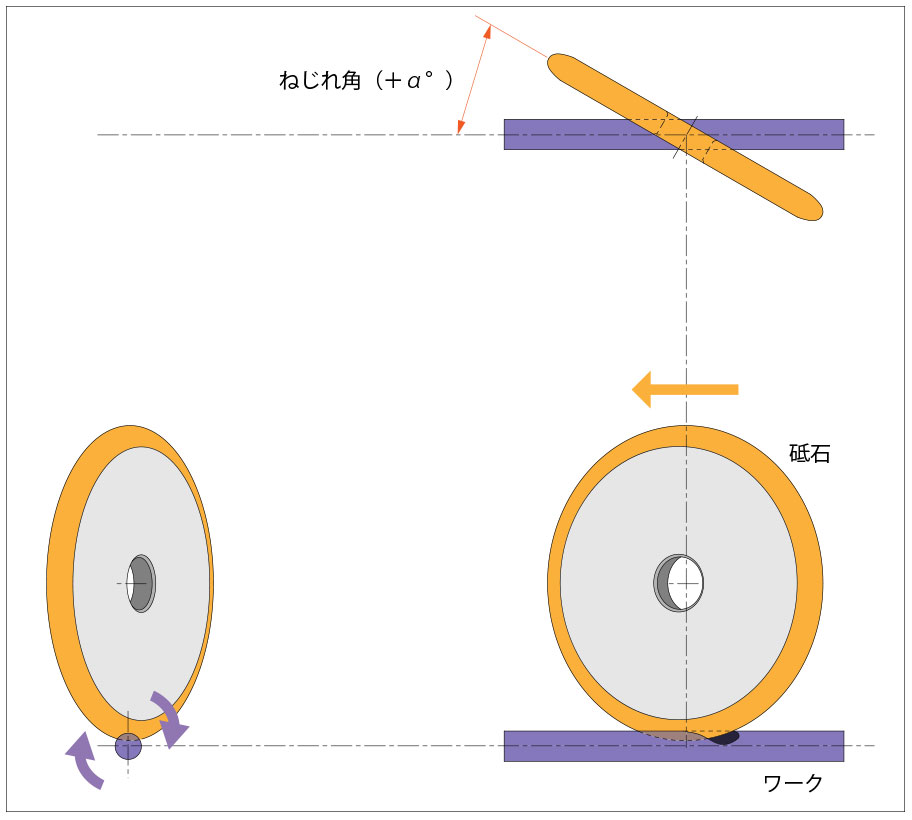
左右の溝研削で残した中心部の量をウェブといいます。ウェブの厚いドリルは剛性は高いですが、切りくずを排出するスペースは狭くなりますし、中心部においても切りくずの排出性は悪くなります。逆にウェブが薄いドリルは切りくずの排出性は良いですが剛性が低く折れやすかったり、精度が低下したりします。
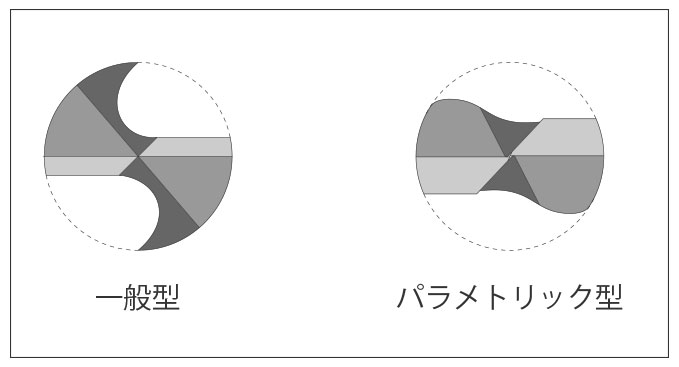
そこで、ハイスドリルの場合は、先端側のウェブは薄く、シャンク側は厚くなるようにテーパーをつけて溝研削を行ったり(ウェブテーパー)、平溝型(パラメトリック)と呼ばれる溝形状にしたりと工夫がされています。
超硬ドリルの場合は、材質的に剛性があるためウェブは薄くし切りくずの排出性を高め、高速穿孔可能な形状になっていることが多いです。超硬ロングドリルの場合は先端部のみウェブが薄い溝で、5Dくらいから後ろはウェブを厚くした溝研削がされている場合もあります。
ねじれ角・すくい角について
ドリルの溝によって構成されるすくい面の角度をすくい角と言い、外周部においてのすくい角はイコールねじれ角となります。
ねじれ角を大きくすると、切れ刃が鋭角になり切削抵抗は減りますが脆くなります。また全体の剛性も低下してしまいます。一般的にねじれ角は30°程度に設定されていることが多く、被削材や穴あけ条件によって、強ねじれ、弱ねじれ、ねじれ無しが選択されます。
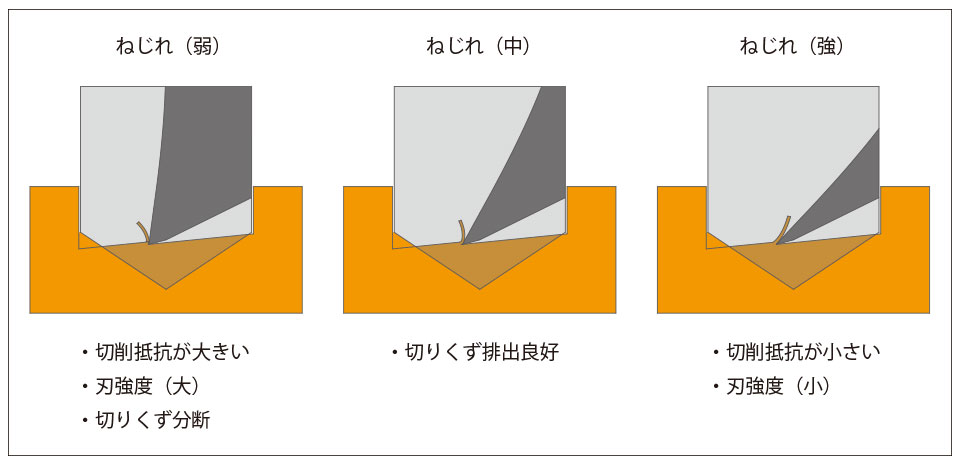
硬い材料に対しては剛性確保のために弱ねじれ、やわらかい材料に対しては強ねじれで切れ味良くというのがセオリーですが、靭性がある材料の場合は柔らかい材料でも、切りくずを分断する為に弱ねじれが選択される場合もあります。
余談ですが、ドリルのすくい角は切れ刃の外周側から中心に向かって徐々に鈍角に(ねじれ角が小さく)なっていき、中心付近では0°に近くなります。あまり極端な強ねじれドリルが無いのは、すくいを大きく(ねじれ角を大きく)すると外周側の切れ刃角度と中心側の切れ刃角度の差が大きくなりすぎてしまい、外周側が損耗が激しくなることもあるかもしれません。
溝の加工精度について
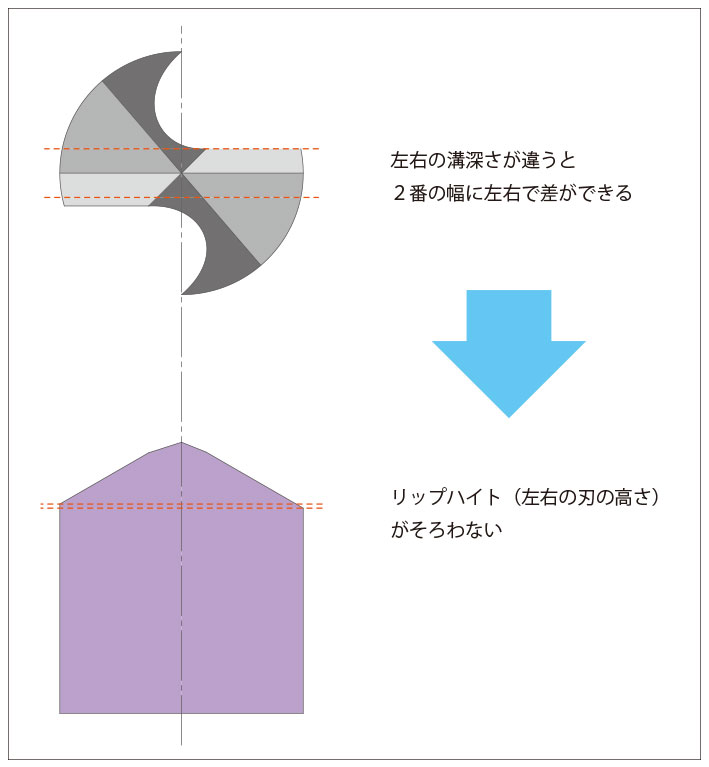
ドリルの溝研削において、特に先端切れ刃付近の左右溝の精度はとても重要となります。この溝が左右できちんと対称になっていないと、いくら逃げ面を高精度で研削しても左右刃の高さ(リップハイト)が許容範囲内に収まりません。
ドリル再研磨の際まれに、再研磨を重ねていくとリップハイトが許容範囲内に収まらなくなってしまう事があります。そういった際は新品先端時での溝精度は良くても、再研磨を重ねて短くなった場所での溝精度が出ていない場合がほとんどです。もしリップハイト精度が出ない場合は左右溝の形状が対称になっているか確認してみてください。
以上、ふだんあまり語られないドリルの溝についての説明でした。最後までお読みいただきありがとうございます。