
自動工具研削盤GriStarシリーズで「ドリル」を再研磨する4(ステップ)
公開日:2020/12/21 更新日:2021/01/09

GriSterシリーズで「ドリル」を再研磨する4回目となる今回はステップ研磨について説明します。ステップ研磨は「Gritar Multi 5 Axis」と「GriStar SP」で研削できます。
ステップ(段付き)ドリルについて
その名の通り、2つ以上の径を持っていて段がついているドリルです。多段穴の一発加工、穴加工と同時に面取りやザグリ、貫通穴のバリ軽減や穴精度向上を目的としています。
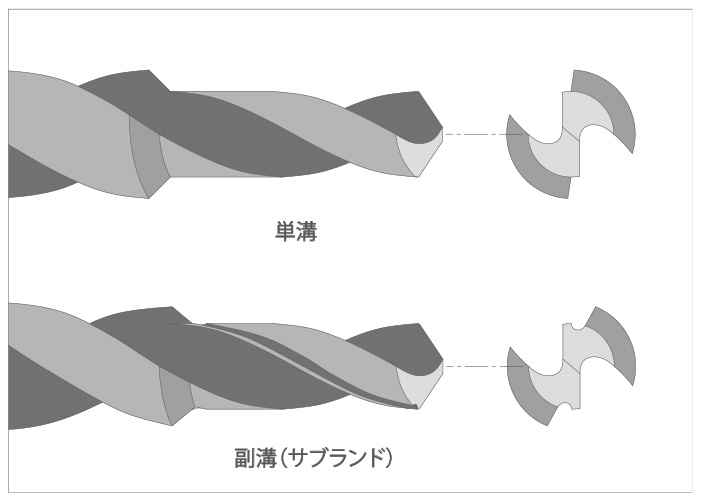
また、先端と共通の溝を使った単溝段付きドリルと、段付き部用に溝を入れた副溝段付き(サブランド)ドリルがあります。サブランドドリルは溝加工を2度行うのでコストがかかりますが、段付きネック部の強度があり折れにくいというメリットがあります。
ステップドリルの逃げ面形状
先端の様に、平面、円錐、平円(2番平面+3番円錐)があります。
平面
2番逃げ平面と3番逃げ平面で構成されます。3番の後ろが高くなる事があるので3番平面+円錐回転研磨で後ろが高くなる事を防ぐこともあります。
ザグリ加工や貫通抜けバリ軽減に使用される事が多いです。
円錐
2番曲面(円錐)で構成されます。面取り加工で使用される事が多いです。
平円
2番平面+3番円錐(逃げがついてないことが多い)で構成されます。バニシングドリルでの面取りに使用されることが多いです。
実際に設定してみる
編集画面上部にあるステップ形状タグをクリックして、逃げ面形状を選択してください。
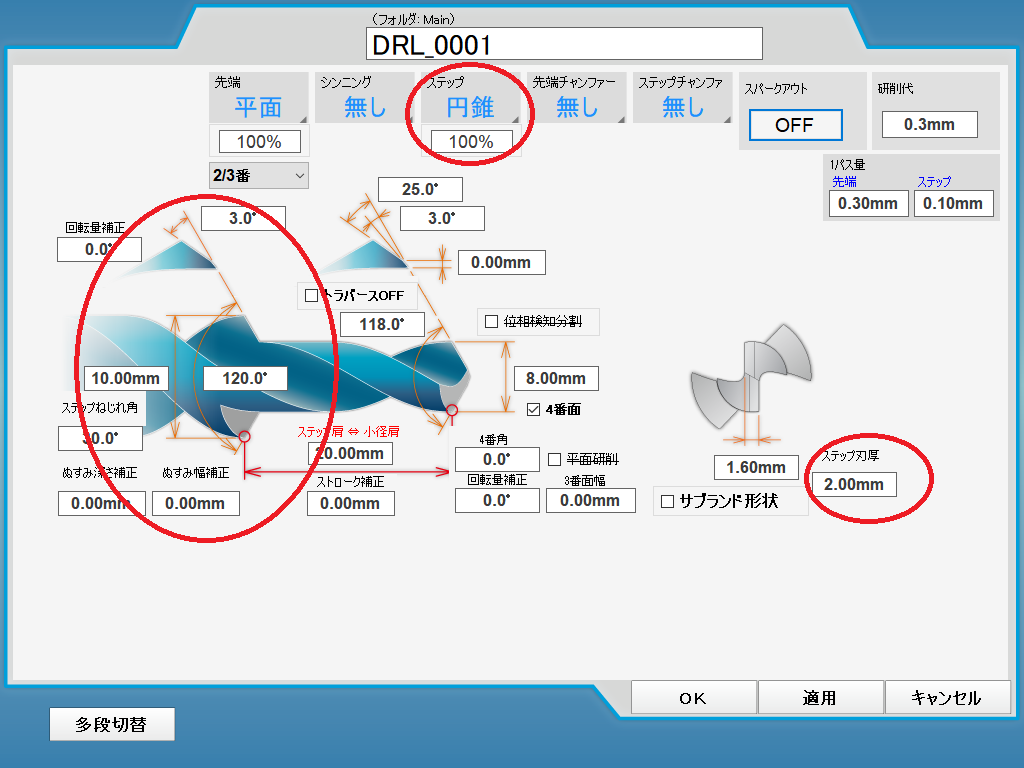
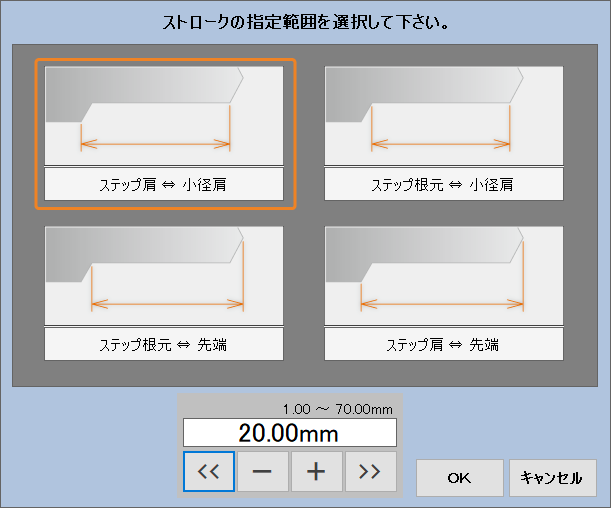
ステップ角、ステップ刃厚、逃げ角、ストローク(先端から段付き部までの長さ)を入力します。ストロークは先端のどの位置からステップのどの位置までを定義するか選択できます。
細かい設定、微調整はまた後の機会にご説明します。
ステップ部位相検知について
センシング時に、段付き部の刃先位置をセンシングするか、しないかをツールセット画面で選択することができます。

センシングする場合 … 刃厚の入力値が実物と違っていた場合、研磨された形状のステップ角や2番3番の位相、逃げ角が設定と異なってくるので注意してください。現状通り、もしくは近いステップ形状(特にステップ角)の場合はこちらの方法が良いです。
センシングしない場合 … 先端刃先位置から計算によりステップ位置を割り出します。ねじれ角の入力を厳密に行う必要があります。現状とは違うステップ角にする場合やステップ粗加工からの刃付けの場合はこちらの方法がおすすめです。
以上で「自動工具研削盤GriStarシリーズでドリルを再研磨する」コラムは終了となります。各パラメータの詳細説明はまた別の機会にご説明したいと思います。
次回からは、「自動工具研削盤GriStarシリーズでエンドミルを再研磨する」を掲載します。今後とも宜しくお願いします。