
自動工具研削盤GriStarシリーズで「Nガンドリル」を再研磨する
公開日:2021/02/25 更新日:2021/02/25

今回は自動工具研削盤GriStarシリーズで「Nガンドリル」を再研磨する方法について説明していきます。
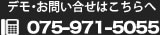
対応形状
今回は外刃(2番3番4番)、内刃で構成されるガンドリルの研磨方法について解説します。
対応可能な径や形状については下の比較表を参考にしてください。
| パラメータ | GSP・GME・GM5 |
|---|---|
| 直径 | 0.50mm~20.00mm |
| 刃厚 | 0%~200% |
| 外切刃先端角 | 10.0°~50.0° |
| 外切刃逃げ角 | 5.0°~35.0° |
| 外切刃3番角 | 5.0°~40.0° |
| 外切刃4番角 | 15.0°~45.0° |
| 内切刃先端角 | 10.0°~50.0° |
| 内切刃逃げ角 | 5.0°~35.0° |
| Oil Space 先端角 | 5.0°~50.0° |
| Oil Space逃げ角 | 5.0°~35.0° |
| チャンファー角 | 10.0°~55.0° |
| 溝角 | 90.0°~150.0° |
| 溝幅 | 1~200% |
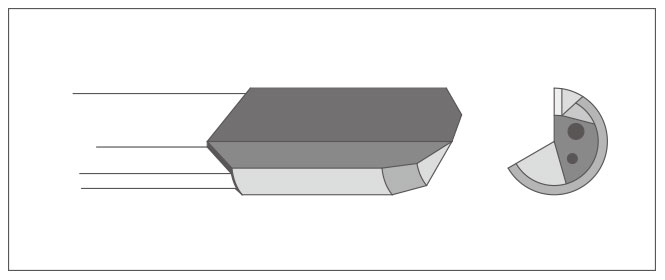
実際に設定してみる
左上の「工具種・砥石設定」タグを押して工具種を「Nガンドリル」に切り替え、砥石も適宜交換してください。


砥石の寸法入力と交換が終わったら工具を登録・設定していきます。
主な設定項目は以下の通りです。
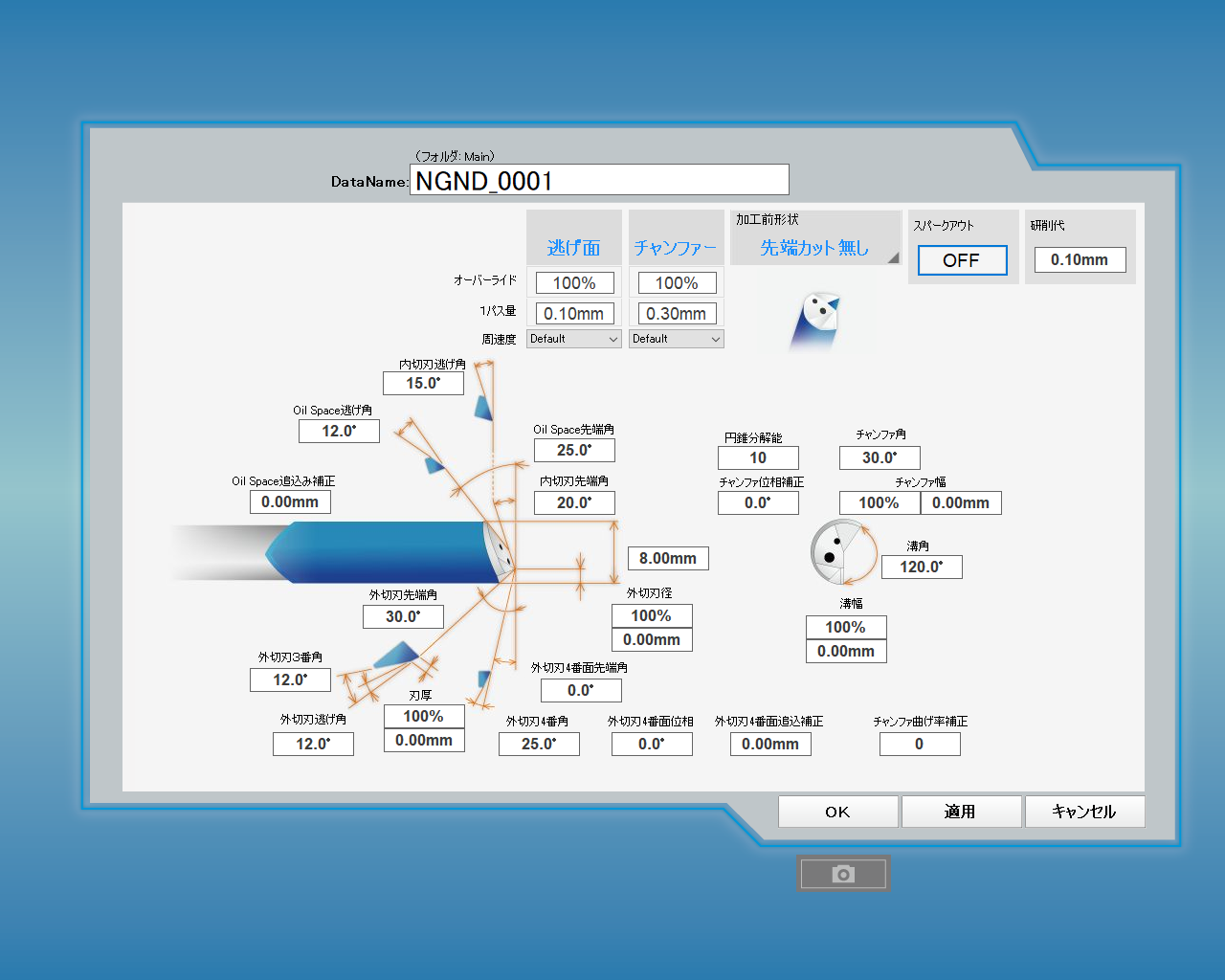
直径 … 工具の径を入力します。
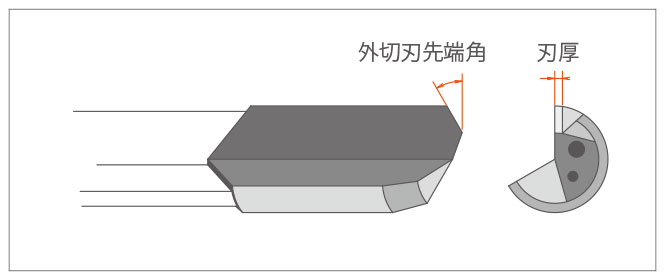
刃厚 … 外切刃逃げ面の幅を入力します。100%で、直径の1/20になります。
外切刃先端角 … 外切刃部の先端角度を入力します。
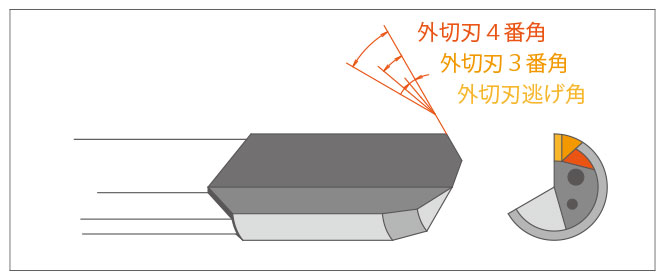
外切刃逃げ角 … 外切刃部の2番逃げ面の角度を入力します。
外切刃3番角 … 外切刃部の3番逃げ面の角度を入力します。
外切刃4番角 … 外切刃部の4番逃げ面の角度を入力します。
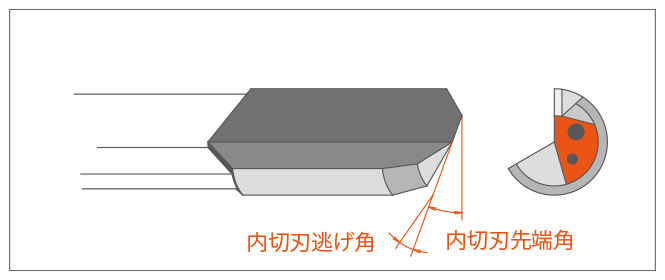
内切刃先端角 … 内切刃部の先端角度を入力します。
内切刃逃げ角 … 内切刃部の逃げ角を入力します。
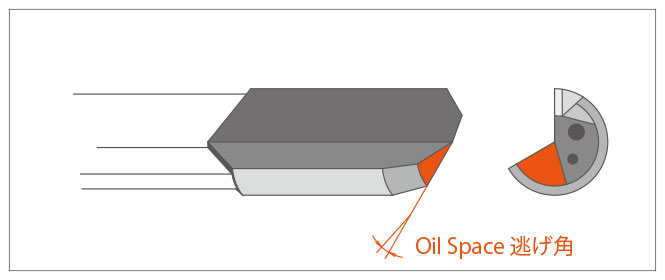
Oil Space 逃げ角 … 内切刃逃げ面の後ろ側の面の角度を入力します。
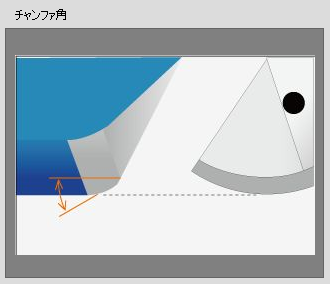
チャンファ角 … チャンファ部の角度を入力します。
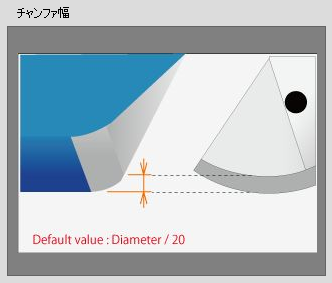
チャンファ幅 … チャンファ部の幅を入力します。100%で直径の1/20になります。
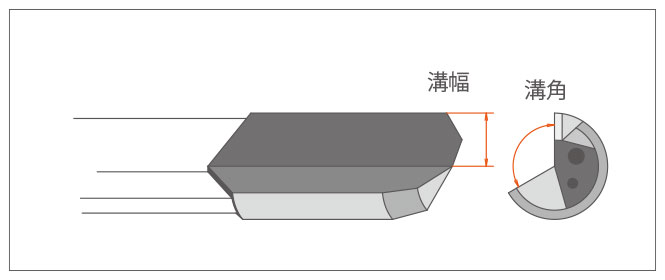
溝角 … 溝部の開き角度を入力します。
溝幅 … 溝部の幅を入力します。100%で直径の1/2になります。
「Nガンドリル」の再研磨についての説明は以上で終了です。