
自動工具研削盤GriStarシリーズで「タップ」を再研磨する
公開日:2021/01/24 更新日:2021/01/24

今回は自動工具研削盤GriStarシリーズで「タップ」を再研磨する方法について説明していきます。
対応形状
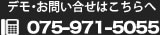
GriStarシリーズではメートルねじ用切削タップ、ユニファイねじ用切削タップの再研磨が可能です。溝数はGriStar SP(GSP)とGriStar Multi Evolution(GME)は2~4溝、GriStar Multi 5 Axis(GM5)は2~6溝に対応しています。その他対応可能な有効径や形状については下の比較表を参考にしてください。
| パラメータ | GSP | GME | GM5 |
|---|---|---|---|
| 有効径(メートル) (ユニファイ) (直接入力) | M3~M20 No.5~5/8 - | M3~M16 No.5~5/8 3.00mm~30.00mm | M3~M27 No.5~3/4 3.00mm~27.00mm |
| 溝数 | 2~4溝 | 2~4溝 | 2~6溝 |
| 先端形状 | 平面 突出(有効径8mmまで) | 平面 突出(有効径8mmまで) | 平面 突出(有効径8mmまで) |
| ピッチ | 0.35~2.5 | 0.35~3.5 | 0.35~3.5 |
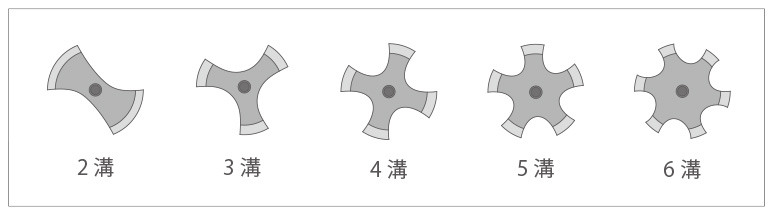
| すくい面研磨 | 平面 | 平面 | 平面 R |
| ねじ方向 | 右ねじ | 右ねじ 左ねじ | 右ねじ |
| ねじれ角 | -20°~+45° | -45°~+45° | -20~+45° |
実際に設定してみる
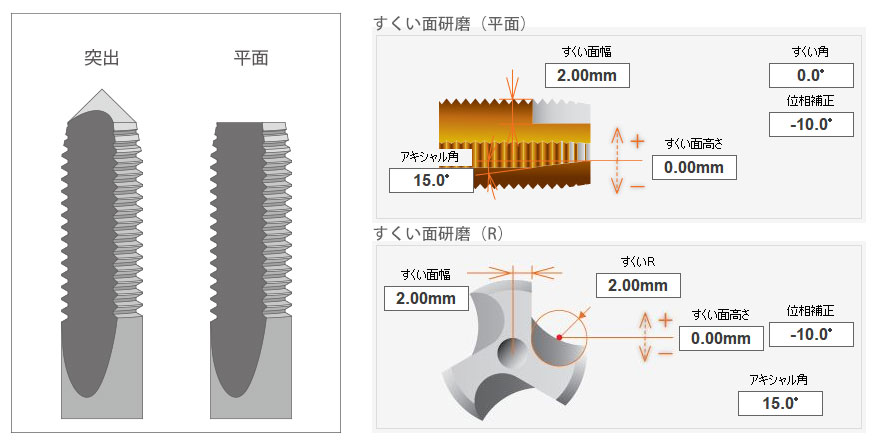
左上の「工具種・砥石設定」タグを押して工具種を「タップ」に切り替え、砥石も適宜交換してください。

砥石の寸法入力と交換が終わったら工具を登録・設定していきます。

主な設定項目は以下の通りです。
規格 … メートルねじ、ユニファイねじ、直接入力(GME、GM5)から規格を選択します。
先端 … 先端形状を「平面」、「突出」から選択します。「突出」は有効径8mm以下のみ選択できます。
食付角 … 食付き部の角度です。通常はピッチと山数から自動計算されますが、直接指定することもできます。その場合は、食付角タブをクリックして「自動」→「手動」に切り替えてください。
面取り … 先端が平面の場合、面取りを実施することができます。
すくい … 食付き部のすくい溝を研磨することができます。「なし」、「平面」、「R」(GMEのみ)から選択します。
先端カットなし/あり … 研磨前処理として食付き部をカットした場合は「先端カットあり」に設定してください。砥石に大きな負荷をかけない様研磨します。
溝数 … 溝の数(食付刃の数)を入力します。
先端径 … 工具の有効径です。メートルねじ、ユニファイねじ、直接入力(GME、GM5)から規格を選んで入力します。
ピッチ … 工具のねじピッチを入力します。
山数 … 食付きを研磨する長さを山数で指定します。
ねじれ角 … 工具のねじれ角を入力してください。
逃げ角 … 食付きの逃げ量を設定します。
回転量補正 … タップ溝が浅く食付き部が広い場合は逃げ後ろ側に研磨残りが出ることがあります。その場合はプラス入力してください。また、次の食付き刃に干渉する場合はマイナス入力してください。
以上でタップの再研磨についての説明は終了です。次回は、リーマの再研磨について解説します