



Basic Knowledge of Drills (6) Groove and Rake
Dec. 23. 2021
In this article, we would like to explain in an easy-to-understand way about “grooves and rake”, which are important but rarely described.
The role of grooves in a drill

A typical twist drill usually has two grooves in a spiral pattern. These grooves make up the rake surface of the cutting edge of the tip, and have the role of ejecting the “chips” produced by drilling out of the material.
How are the grooves made?
The grooves of a drill are made by grinding a specially designed grinding wheel, etc. at a torsional angle (+α°) from the axial direction and moving it in the axial direction while rotating the blank material.
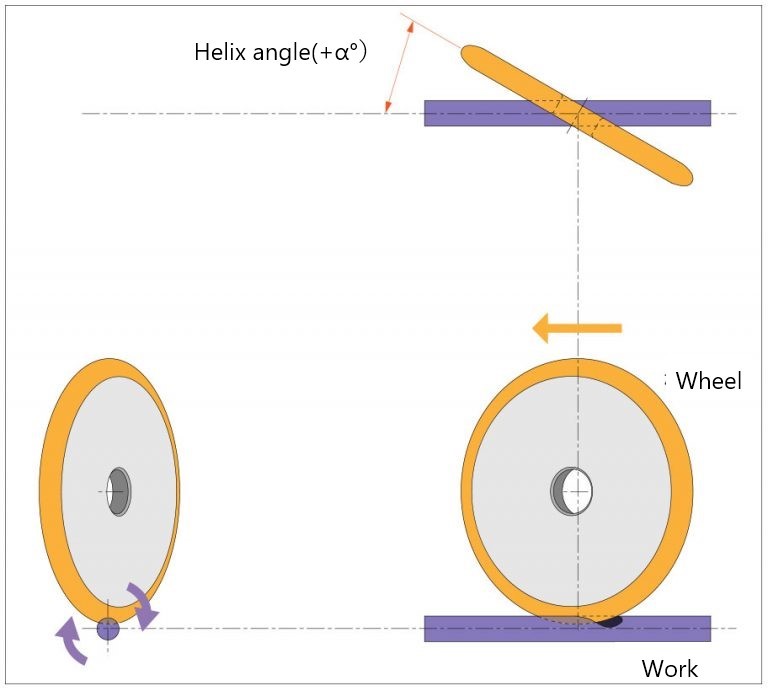
Since the groove shape varies greatly depending on the shape of the grinding wheel and the angle at which it is ground, each manufacturer grinds grooves of various shapes based on its own know-how.
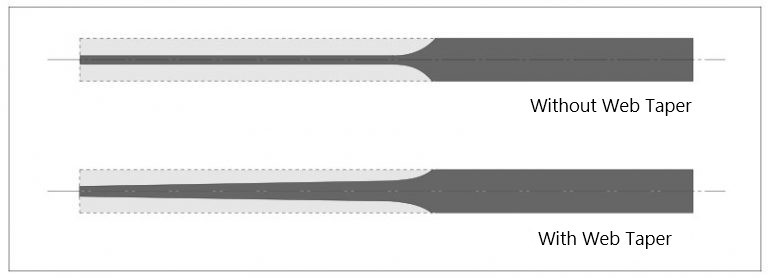
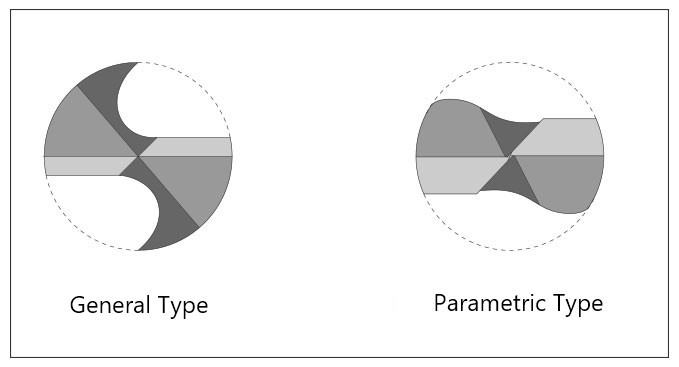
In the case of HSS drills, the web at the tip is thin and the web at the shank is thick, and the groove is ground with a taper (web taper) or a groove shape called parametric (flat groove).
In the case of cemented carbide drills, the web is often thin to improve chip evacuation and enable high-speed drilling due to the rigidity of the material. In the case of cemented carbide long drills, only the tip of the drill has a thin web, and from about 5D onward, the web may be ground into a groove with a thicker web.
About torsion angle and rake angle
The rake angle is the angle of the rake surface formed by the grooves in the drill, and the rake angle at the periphery is equal to the torsion angle.
When the torsion angle is increased, the cutting edge becomes more acute and cutting resistance is reduced, but it also becomes more brittle. The overall rigidity is also reduced. Generally, the twist angle is set at about 30°, and depending on the work material and drilling conditions, strong twist, weak twist, or no twist can be selected.
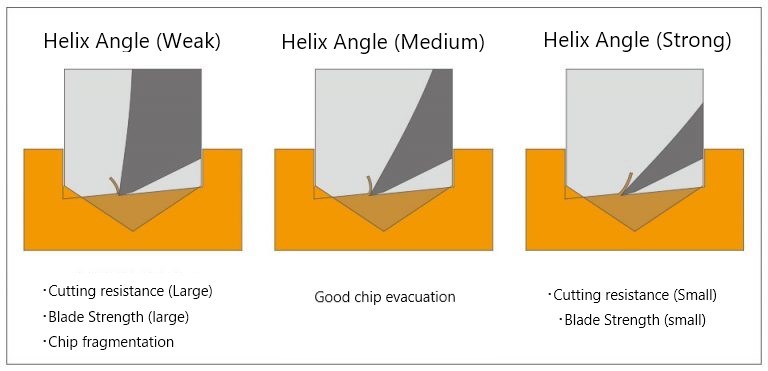
The theory is to use a weak twist for hard materials to ensure rigidity, and a strong twist for soft materials to ensure good sharpness, but for tough materials, even soft materials, a weak twist may be selected to break up chips.
As a side note, the rake angle of a drill gradually becomes obtuse (smaller twist angle) from the outer edge of the cutting edge toward the center, and becomes close to 0° near the center. The reason why there are no extreme high-torsion drills is that when the rake is increased (the twist angle is increased), the difference between the cutting-edge angle at the outer periphery and the cutting-edge angle at the center becomes too large, and the wear and tear on the outer periphery may become more severe.
About the processing accuracy of grooves
When grinding the grooves of a drill, the accuracy of the right and left grooves, especially near the cutting edge of the tip, is very important. If the grooves are not symmetrical, the height of the right and left edges (lip height) will not be within the allowable range no matter how precisely the flank surface is ground.
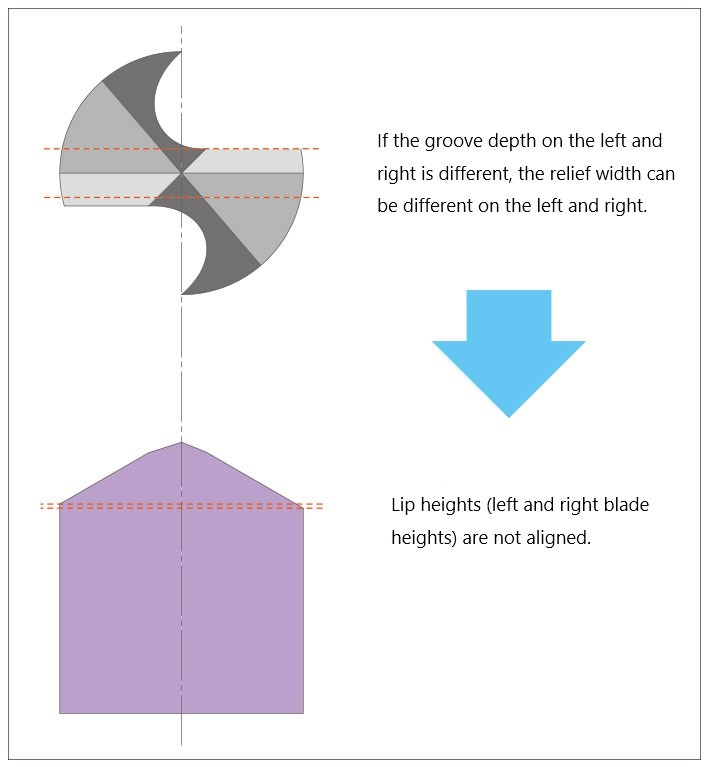
In rare cases when regrinding a drill, the lip height may not be within the allowable range after repeated regrinding. In such a case, the groove accuracy at the new tip may be good, but in most cases, the groove accuracy at the shortened area after repeated regrinding is not. If the lip height is not accurate, please check if the left and right grooves are symmetrical.
The above is an explanation of drill grooves that is not usually discussed. Thank you for reading to the end.
<Previous> Basic Knowledge of Drills (5) Thinning
<Next> Basic Knowledge of Drills (7) What is Honing?
<Next> Basic knowledge of End mills (1) What is an End mill?