



Basic knowledge of drills (7) What is Honing?
Mar. 23. 2022
We will explain “honing treatment (negaland)” which is almost essential for the production of carbide drills and post-processing after regrinding.
What is Honing?

Honing is a process in which a drill, end mill, or reamer is chamfered at the sharp angle of the cutting edge to make it obtuse, thereby increasing the rigidity of the cutting edge and suppressing defects.
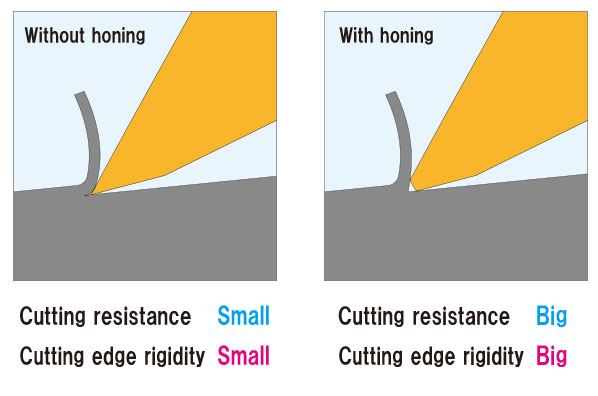
When the cutting edge is sharp, the sharpness as a blade is good and the cutting ability of the object (with less cutting resistance) is excellent, but there is no cutting edge rigidity and it is easy to defect.
Conversely, when the cutting edge is obtuse (in case honing treatment is carried out), the sharpness as the blade becomes dull, and as an image, it feels more like “cringe” rather than cutting the object. The cutting edge rigidity is stronger, but the cutting resistance is larger than the sharp cutting edge.
Is honing required for carbide drills?
I think that it is generally divided into HSS (high-speed steel ) or cemented carbide as a tool material for cutting tools especially drills. (In addition, cermet, diamond sintering, vitrified, etc., but this time excluded)
And with the exception of some of them, honing process had been carried out for most of the carbide drills. Conversely, there are few honing with high-speed drills.
Why is that?
It is due to the characteristics of the tool material.

HSS has toughness, so it can escape the breakage load by deforming a little by itself during cutting, so there is a feature that it is difficult to defect even if the cutting edge is sharp. (Wear resistance is lower than cemented carbide)
However, cemented carbide has high wear resistance and is exceptionally strong in pushing loads, but there is no toughness and is weak to the load in the pulling and peeling direction, so the honing process is frequently used because the durability of the tool is improved comprehensively by making the cutting edge obtuse even at the expense of some sharpness.
Types of honing
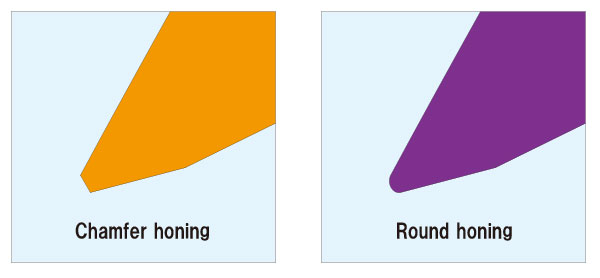
Chamfer honing
Honing is common in cutting tools.
Chamfer the cutting edge. It is processed by hand with a hand wrapper and polishing with a machine tool. It is relatively easy to process and inspect.
*In this blog, I will explain this chamfer honing.
Round honing
It is used in cutting tips, some drills and end mills.
Since the honing surface has a round shape, theoretically it is less than the cutting load and has a long life.
For cutting tips, the round shape is already molded during sintering.
In the case of drills and end mills, it is processed by a diamond abrasive brush or lapping process (Lapping is a machining process in which two surfaces are rubbed together with an abrasive between them, by using a machine).
There are problems with surface roughness in the case of brushes, which are difficult to process and inspect.
Elements of Honing
Learn about the underlying elements of the honing process.
Honing angle
The angle of the honing surface when the cutting edge is visible parallel to the line of sight.
It’s hard to describe in words, so I’ll explain it in the image below.
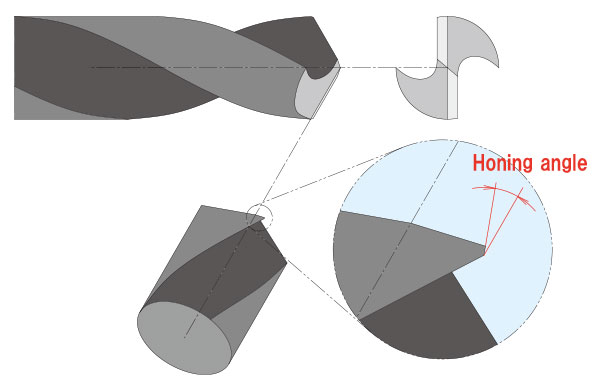
Generally, it is said to be 25 to 30 degrees.
When the blade is straight, it is easy to understand and simple, but in the case of a wave blade, the definition direction changes complicatedly depending on the position of the blade.
Honing width
This is also difficult in words, so I will explain it in the image below.
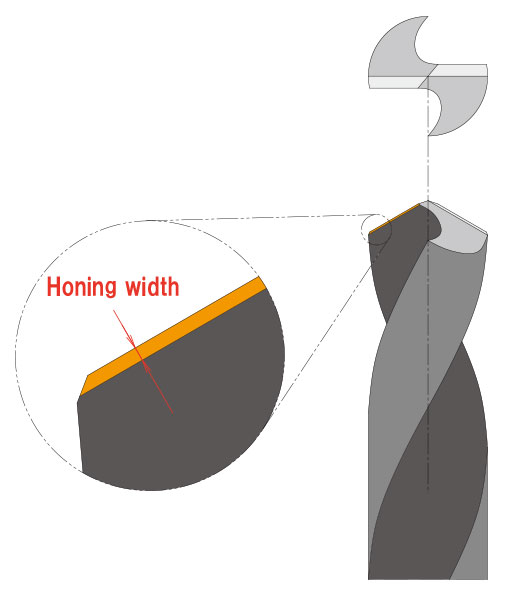
The honing width is set in the range of approximately 0.01 mm to 0.2 mm depending on the tool diameter, blade shape (straight blade, wave blade), and workpiece.
Points you have to be aware of in honing process
This is a point that you should pay special attention to when honing.
I think that there are various other things for each company, but I have picked up some points that I felt.
Honing width and angle of the outermost periphery
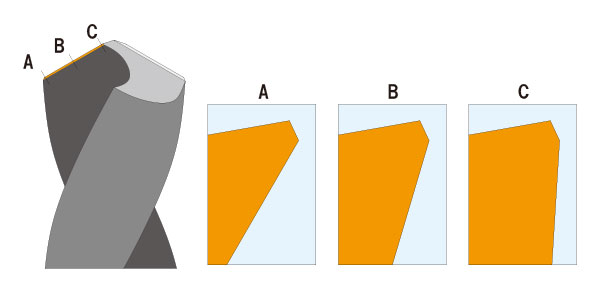
The drill consists of a cutting edge with a flaming surface and a groove cut to spiral.
Due to its structure, the angle (scoop angle) on the groove side from the outer periphery to the center (web) decreases, and eventually becomes zero degrees.
In other words, the outermost part rotates the fastest, has the most cutting amount, and is the most highest load, but has the least rigidity of the cutting edge.
Therefore, by firmly managing the honing width and angle of this part, the tool life can be stabilized.
【Checkpoint】
・Is it the specified width and angle?
・Is there any difference in the left and right blades?
Points for chisel edge

The chisel edge is the most loaded part in the thrust direction in the drill, and it is an important point to increase centripetal force and propulsion.
The point to note here is the over-biting of honing.
The over-biting of cutting edge of the thinning blade loses centripetal force when the center chisel becomes negative (disappeared).
If you bite into the gash side, the material will stay there, stick on it, and the worst drill will break.
Advanced technology aimed at zero points with almost no error is required.
【Checkpoint】
・Is honing eaten into the chisel part?
Smoothness and lapping of honing surfaces

Cemented carbide has excellent hardness and wear resistance, but it tends to be brittle and easy to crack when the load is concentrated at one point.
Therefore, the honing surface must be smooth in order to distribute the load as widely as possible.
In particular, the part of the connection between the thinning part and the cutting edge part is a part that does not connect the surface cleanly. (This is often happened in automatic honing processes on machine tools.)
You should also smooth the ridgeline of the honing and fled serface, and the ridgeline between the scoop serface.
If it is a hand wrapper, it is rounded by changing the angle, and if it is so in honing with a machine tool, you can round the ridgeline by wrapping as a post-processing.
Current status and problems of honing processing methods
Honing is currently done by hand wrapper or automated machine tool.
Manual work with hand wrappers has been done for many years, but since it is manual work one by one, it takes time to learn the technique and it is very precise work, so even specialist may not be able to stabilize the quality due to variations depending on physical condition.
However, specialist also have the advantage of being able to respond immediately to single items and special shapes.
On the other hand, in the case of machine, there are advantages such as accuracy and reproducibility, but it is necessary to make repeated fine adjustments, and if whetstone management and air conditioning management are not performed firmly, NG products and lower accuracy of products may occur. I am also concerned about the high cost when looking at it in total.
Thus, both manual work and the machining has advantage and disadvantage at the same time.
In the future, it is necessary to establish efficient and accurate machining methods in new ways.
Now, I explained the honing process of the drill.
We will continue to post useful information in the future.
Thank you for watching and looking forward to see you in the next chapter.
<Previous> Basic Knowledge of Drills (6) Groove and Rake
<Next> Basic knowledge of End mills (1) What is an End mill?