
タップの基礎知識(1) タップとは
投稿日:2021/08/20 更新日:2021/08/20
今回からは、金属加工においては欠かせないタップ加工について説明していきます。
タップとは

JISの“ねじ加工工具用語”によると、タップとは”主に回転とねじのリードに合った送りによって、下穴にめねじを形成するおねじ型の工具”とあります。
つまり、被削材にめねじ加工を行う為の工具であり、タップ加工(タッピング)は、機械部品等の制作の場合は他部品とのボルト結合の為になくてはならない加工です。
タップの種類
まず、タップは切削してめねじを作る「切削タップ」と、被削材を塑性変形させてめねじを作る「盛上げタップ」の2つに大まかに分類されます。
切削タップ
切削タップは下穴を切削し、切りくずを排出しながらめねじを作っていきます。高硬度の被削材や展延性の良好でない被削材でもタップ加工ができ、一般的に加工条件が厳しくなく行えるのであらゆる場面で採用されています。
止まり穴だと切りくずが溜まりやすいこと、めねじ精度と強度が盛上げタップに劣ることが欠点です。
切削タップには溝形状によって数種類に分類されます。
ハンドタップ
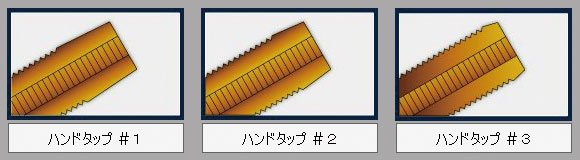

もともと手作業でタップ加工を行う為のもので、1番手(初手)、2番手(中間)、3番手(仕上)と、食い付き長さを変えて手作業で負荷をかけずに作業できます。
機械でタップ加工を行う場合は3番手程度の食い付き長さのものが多いです。
ストレート溝(螺旋でない)で刃先強度が強く高硬度の被削材にも対応でき、再研磨もしやすいので多用されます。
ポイントタップ
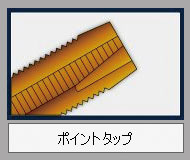

ストレート溝のタップですが、先端の食い付き部に逆ねじれ方向の溝をつけています。
タップの回転方向の反対方向のねじれ溝なので、切りくずは下方向に排出されます。貫通穴においては、切りくずが排出されやすく高速加工ができます。
スパイラルタップ
ドリルと同じようなねじれ溝がついています。切りくずを上方向に排出します。
止まり穴の場合、穴底いっぱいまでタッピングでき、切りくずも溜まりません。すくい角度がつくので切れ味も良好です。
盛上げタップ

メーカーによっては「転造タップ」や「ロールタップ」と呼ばれています。下穴を塑性変形させめねじを作ります。
下穴を変形させるので切りくずが出ず、切りくずの巻き付きによる被削材のキズなどのリスクが低下します。また、めねじ精度が安定しますし、塑性変形によってめねじ強度が上がります。
ただし、めねじを転造して作るので展延性のない被削材には向いていません。また、下穴の管理(0.01mmオーダー)を疎かにするとねじ穴が緩くなったり、ねじ頭頂部にクラッキングが入ったりします。変形によってめねじ入口部が膨れる傾向にあるので入口付近の精度管理に配慮も必要です。