



Basic Knowledge of Drills (3) Tip Angle
Dec. 15. 2021
Cutting tools” are indispensable for manufacturing. The following is an explanation of drills, one of the most important of cutting tools.
Drill Tip Angle
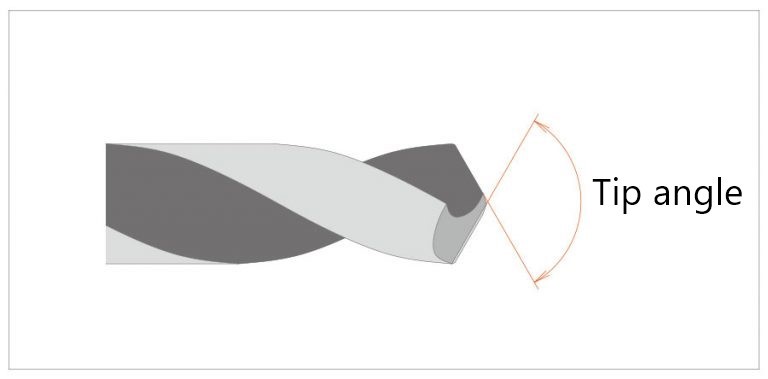
As explained in the previous article, the angle when the cutting edge is projected parallel to the surface parallel to the axis of the drill (from JIS B 0171: 2014) is called the tip angle.
In the case of most HSS drills on the market, the common tip angle is 118°. When the tip angle is increased, the load in the thrust direction increases, and the amount of cutting depth per revolution also increases. The optimum angle varies depending on the application, tool material, and drill diameter due to the combination of twist angle and relief angle.
In some cases, such as center drills, the angle on the machined hole side is important. In this case, the tip angle is often defined as the angle in the rotational projection rather than the parallel projection. The parallel cutting-edge thickness of such drills is set to be thin in order to reduce the effect on the tip angle as much as possible.
The Mystery of 118° Tip Angle
The tip angle of many common steel drills available at home centers is 118°. It is a common understanding that the tip angle of most drills is 118°. But why it is 118° and not 120°?
In fact, there are many theories in the cutting tool industry, and the reasons are still not being well understood. The following are some of the reasons I found in my own research.
“The reason is that if the angle is larger than 118°, the cutting edge becomes concave, and if it is smaller, it becomes convex.”
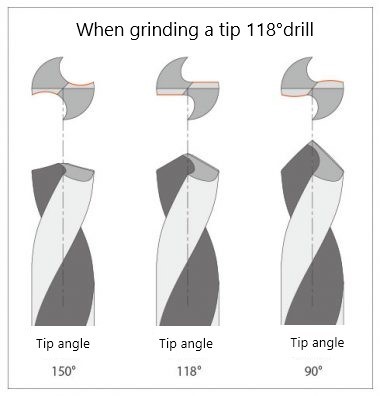
If you change the tip angle of a 118° drill, you will indeed see the change as above picture. However, this is because the groove of the drill is designed to be a straight line when the tip angle is 118°. In fact, drills with tip angles of 90°, 120°, 130°, 140°, etc. are designed to have straight cutting edges.
The advantage of having a straight cutting edge is that it looks natural and it is easy to find a standard for resharpening.
The advantage of having a straight cutting edge is that it looks natural and it is easy to find a standard for resharpening.
(In fact, if we try to keep the cutting load and angle as constant as possible from the center to the periphery, the cutting edge will be a convex curve.)
However, it is amazing that the groove of the drill is composed of a curve, but the cutting edge composed of the plane cut by the tip angle is calculated to be a straight line.
This is because the angle equals the thrust resistance in the drill axial direction and the twisting force (torque) in the right-angle direction.
It is somehow making sense. However, as we mentioned earlier, the tip angle at the actual cutting point from the periphery to the cutting edge changes every moment due to the influence of the parallel width (blade thickness) of the blade. If this error is allowed for, 120° should be fine. But why it is 118°…
Furthermore, whether the thrust resistance and torque are equal or not is affected by the feed rate, work material, and rake angle of the cutting edge, also differs between the periphery and the center area, hence I don’t think it can be said to be the optimal angle.
However, although it is not exact at all, the angle may have been determined as 118° as for a reason.
・The slope of Mt. Fuji is generally 118 degrees.
This is an interesting thought. Maybe it truly is!
The best results were obtained with 120° for general steel materials such as SS. However, the tip angle of the machined hole in the work material was not 120°. Hence the angle is set to 118°.
This is just the author’s opinion, so it may not be much helpful (lol).
I simply had the best results when I drilled the hole with a drilling machine using a drill ground at 120°. However, the machined hole turned out to be about 122°. Therefore, I decided to use a tip angle of 118°.
As a result, the tip angle of the drilled hole turned out to be 120°.
In fact, when drilling with a commercial drill with a diameter of 10 mm, a tip angle of 118°, and a cutting-edge thickness of about 1.4 mm, the tip angle of the material to be drilled will be about 119° to 120°.
Though I found the reasons above, I couldn’t find the ultimate correct answer this time. If anyone knows, please let me know!
General type of tip angle
This is just a general example for your reference.
| Tip angle | Type of drill |
|---|---|
| 60°・90° | Center Drill, Leading Drill (In many cases, the angle of the drilled hole is considered important.) |
| 118° | General HSS drill |
| 120° | General HSS drills (Mostly made besides Japan) Banish Drill |
| 130° | High speed drills with a large core thickness (X company’s R-thinning drills, etc.) Carbide drill (Straight flute type) |
| 140° | Carbide drill (straight-edged type) Carbide drills (wave flute type) |
| 150° | Carbide drill (Wave flute type) |
| 180° | Cemented carbide drill (flat drill) |
In the next article, we will explain about drill relief shape in detail.
<Previous> Basic knowledge of drills (2) Elements that make up a drill