



Basic knowledge of drilling (5) “Thinning”
Dec. 15. 2021
In this article, we will explain the “thinning” of the drill.
What is thinning?
Normally, a drill consisting of only a relief surface has a chisel edge in the center. This chisel edge does not have a rake edge, so it does not function as a cutting edge, and during cutting, it acts like a flathead screwdriver “prying” the work material.
This does not mean that it cannot will open a hole at all, but it does mean that the work material will be plastically deformed by prying, which causes a large amount of thrust resistance, wear due to friction, and a decrease in accuracy due to the lack of centripetal force.
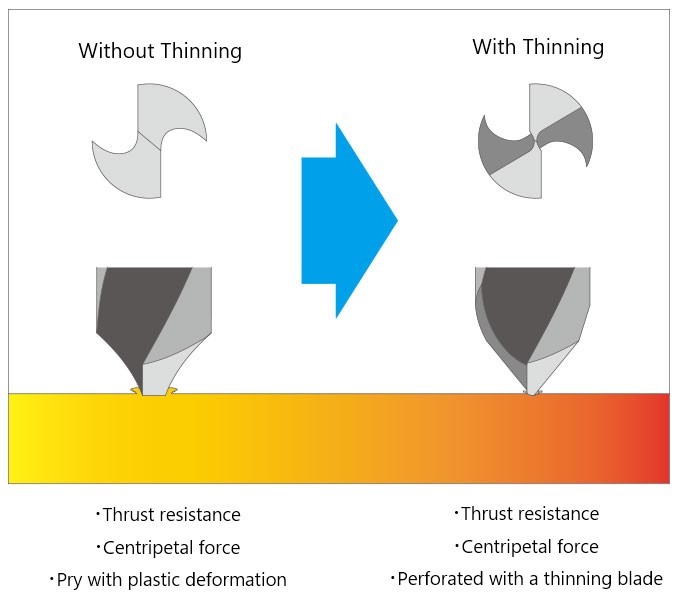
Therefore, the chisel edge is made smaller to create a cutting edge, and chips are ejected, and thinning is applied to reduce thrust resistance and improve centripetal force.
As a result of research by tool manufacturers, a wide variety of thinning shapes have been developed and released as products today.
Types of thinning
There are some differences in the names and shapes of thinning depending on the manufacturer, but here is an explanation based on the shapes and names our company uses.
Type X
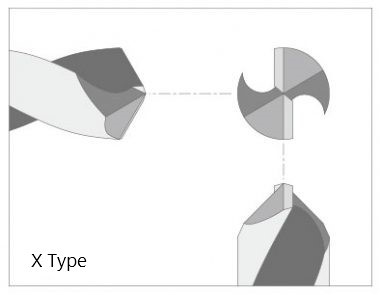
In recent years, this type of thinning has become the mainstream one for HSS drills. It is easy to process when grinding and regrinding with automatic machines, and the actual cutting results are almost always good.
The accuracy of the machined hole can be improved by reducing the thrust resistance and improving the bite.
Type R
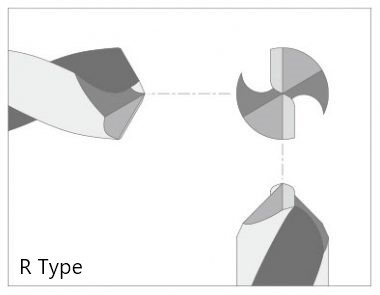
This type is often used for heavy-duty HSS drills and cemented carbide drills with a large core thickness.
It is expected to improve the accuracy of the machined hole by reducing the thrust resistance and improving the bite. In addition, chip separation and evacuation are excellent.
Type S
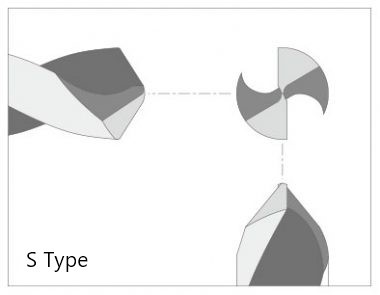
This type is often used for drills with a small core thickness, an acute tip angle, and a conical relief surface. (Example: Leading drill)
It improves chip evacuation while maintaining the tip strength. Prevents welding of work material at the thinning area.
Type N
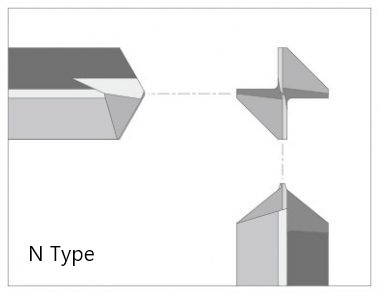
This type is used for drills with small core thickness, burnishing drills, and flat drills. It improves the evacuation of chips. Also, by grinding the cutting edge, the rake angle can be increased (obtuse angle) to prevent chipping of the cutting edge and to improve the chip breaking performance of tough work material.
Type A
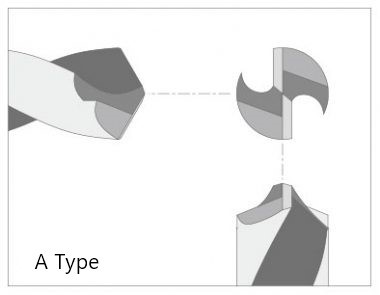
Also known as a three-rake. Suitable for drills with small core thickness. It is highly centripetal, durable, and does not easily weld to the work material.
The disadvantage of this type of drill is that the shape does not return to its original shape unless it is ground very hard when regrinding.
Type XR
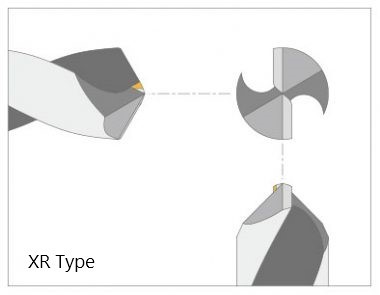
This type of drill is often used in cemented carbide drills, and is an X-thinning type with a small R-thinning only at the contact point between the thinning blade and the cutting edge.
Cemented carbide is a material with high hardness and low toughness, which causes chipping at the sharp edges. Therefore, R is added so that the ridges of the “thinning blade” and “cutting edge” do not become sharp angles. (Thinning and cutting edges are post-processed by honing to prevent chipping.)
These are the main shapes and features of thinning. Please noted that the most suitable thinning shape differs depending on the purpose of use, groove shape and relief shape of the drill.
<Previous> Basic Knowledge of Drills (4) Relief Surface