



Basic Knowledge of Taps (2) The Elements that Make Up a Tap
Mar. 12. 2022
In this article we will explain the elements that make up a cutting tap.
Elements that make up a tap
Elements that make up a tap
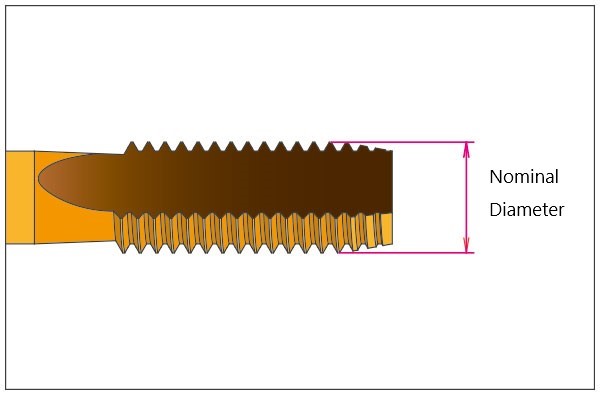
The nominal diameter is the maximum diameter of a screw. It is mainly used as the standard dimension of the screw outer diameter. (Note that it is slightly different from the outside diameter of a tap.) Metric threads are indicated by the initial letter M, and inch threads are indicated by # (No.), the number of inches, W (wit thread), R, G, A, B (pipe thread).
Pitch
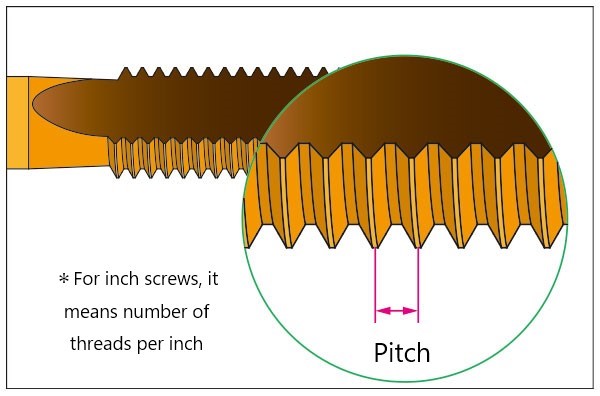
The pitch is the distance between adjacent threads. For metric threads, it is expressed in millimeters, and for inch threads, it is the number of peaks per inch of thread.
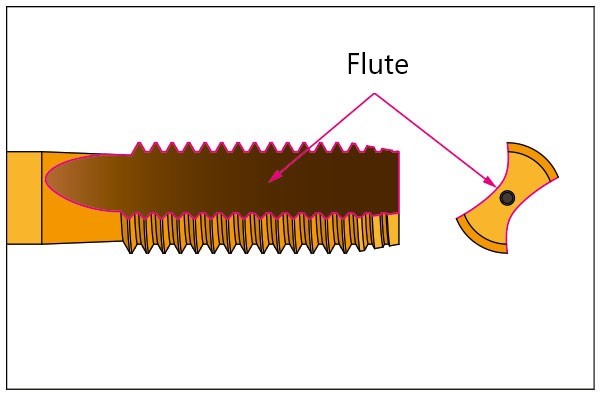
Groove
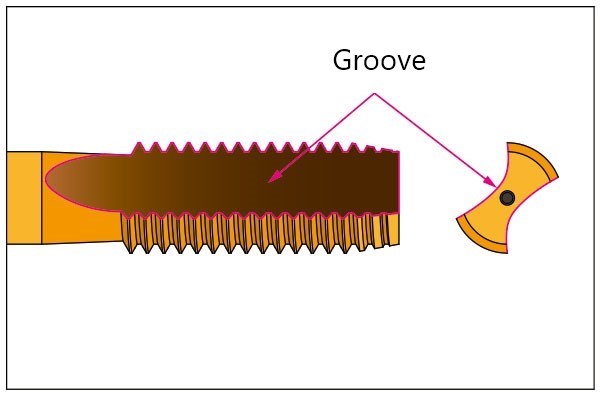
This is the element that makes up the rake side of the cutting edge that cuts the screw. The rake angle changes depending on the groove shape. If the work material is soft, the rake angle should be stronger, and if the work material is hard, the rake angle should be weaker.
The number of grooves is generally 2, 3, or 4. The selection is based on durability, workability, tapping accuracy, and the material of the work material.
Torsion
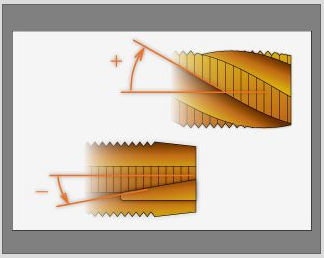
As explained in the previous section, there are three types: straight groove (straight), reverse twist, and spiral, which are selected according to the cutting conditions.
Tip
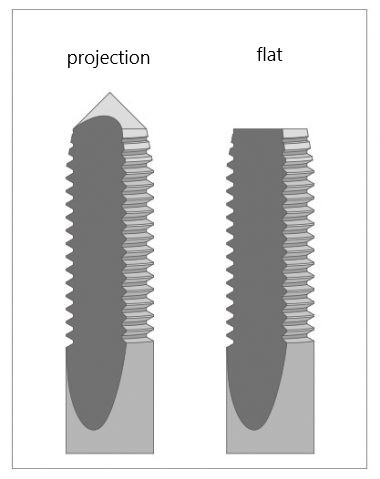
There are two types of tips: projection and flat. In general, hand taps with a protruding tip are used for M6 and below, while those with a flat tip are used for M7 and above.
This is probably because of the way the taps are manufactured, but for small diameter taps, the protrusion has the advantage of being a guide. (On the other hand, a flat surface is more advantageous for a stop hole.)
Biting part and threaded part
In tapping, most of the cutting is done in the bite area. The bite angle and length of the bite section have a significant effect on the finished accuracy, surface finish, and durability (cutting resistance) of the tap, so they must be selected carefully.
The longer the bite length, the more advantageous it is in terms of cutting resistance and accuracy, but depending on the thread depth (especially in stop holes), the shorter the bite length must be.
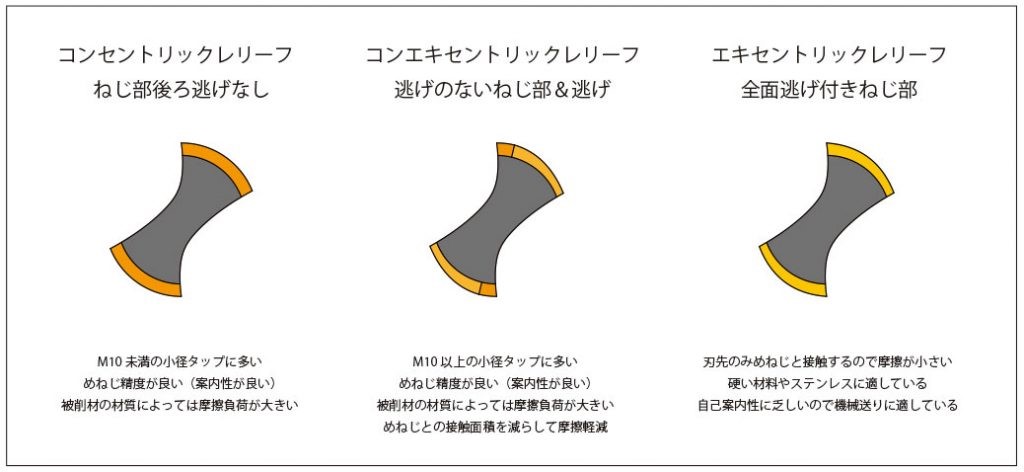
However, in the case of materials with poor machinability, materials that heat up easily, and large diameter taps, frictional resistance increases, which can cause poor surface finish due to welding or, in the worst case, loss of the tap due to welding, so “thread relief”, which is a slight relief process behind the threaded part, is adopted mainly for large diameters.
Shank part and shank square part
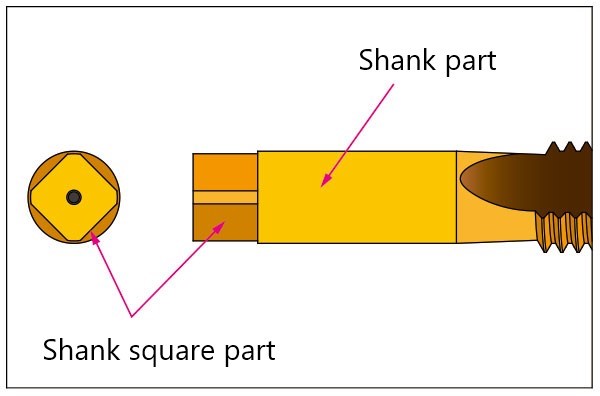
This is the part that is gripped by the sleeve part of the tap collet. High accuracy is required because it affects the shaft runout during cutting.
Since the tap cuts at low speed, the helix torque becomes large. Therefore, in order to avoid idling, the square part is provided for gripping and directly transmitting the rotating torque of the spindle.
Also, the tap handle is attached here for manual operation.
The above is an explanation of the elements that make up a cutting tap. In next time, we will explain about screw types and standards in detail.
<Previous> Basic knowledge of taps (1) What is a tap?
<Next> Basic Knowledge of Taps (3) Types and Standards of Screws